
Главная
>
Продукты > Катушки с сердечником из АБС-пластика > Внутр. диаметр 3 дюйма, наружный диаметр 8 дюймов, двухслойная катушка из АБС-пластика
Продукты
новые продукты





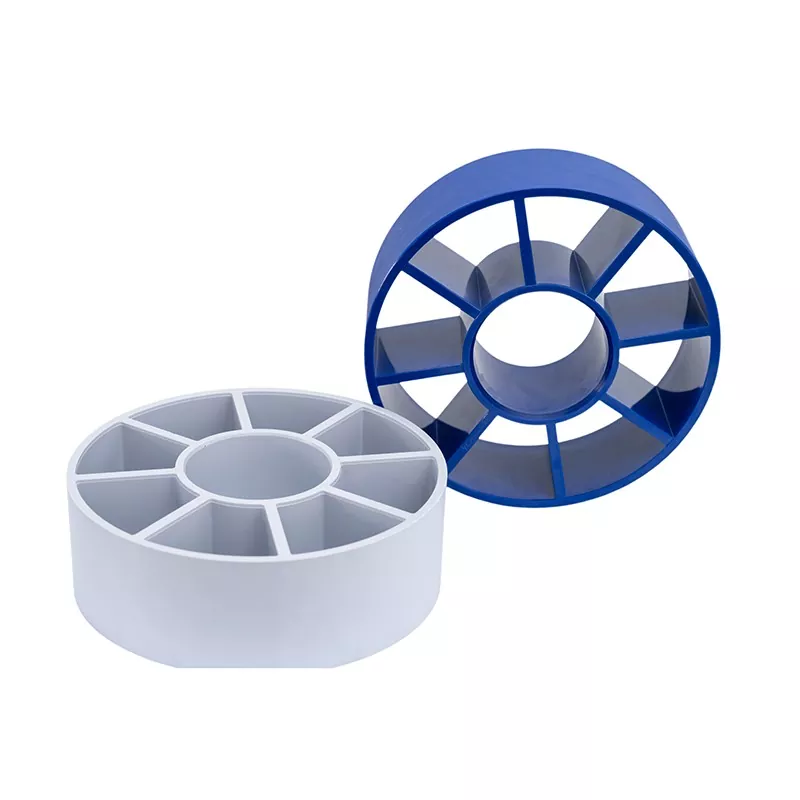

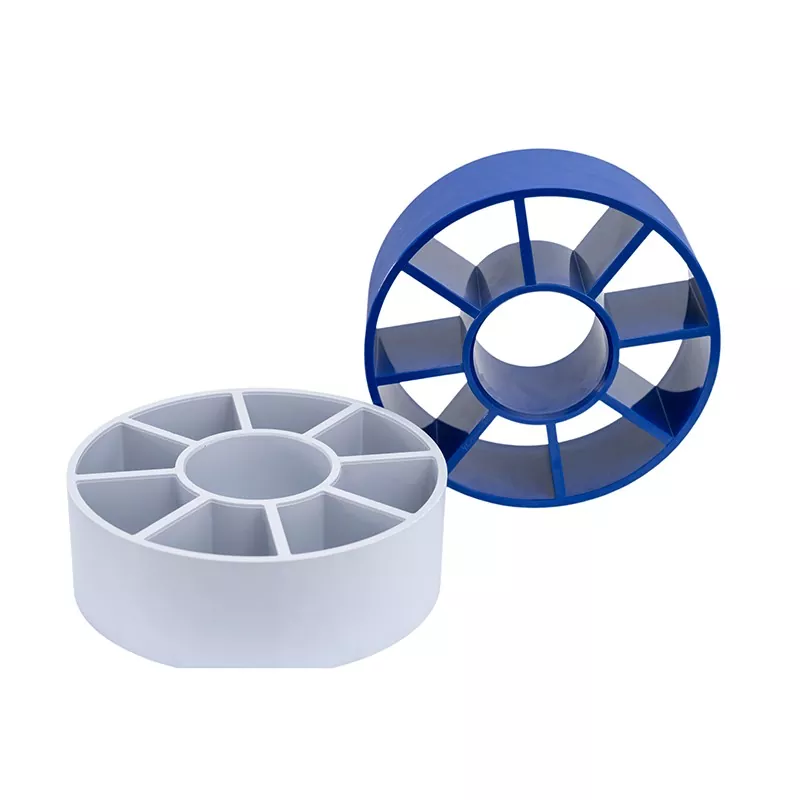
Внутр. диаметр 3 дюйма, наружный диаметр 8 дюймов, двухслойная катушка из АБС-пластика
Компания Hongkai Plastic посвятила много лет исследованиям, разработкам и производству двухслойных катушек из ABS с внутренним диаметром 3 дюйма и внешним диаметром 8 дюймов. Используя в качестве основы модифицированные материалы ABS, армированные стекловолокном, компания применяет рецептуры с низкой усадкой (≤0,3%) и высокой термостойкостью (стабильность при 120°C) для достижения ведущей в отрасли точности: округлость ≤0,05 мм и прямолинейность ≤0,1 мм. Это эффективно решает проблемы волнообразного наматывания и провисания сепараторов, повышая производительность аккумуляторов клиентов более чем на 5%. Мы имеем сертификат системы менеджмента качества ISO 9001 и отчеты об экологических испытаниях SGS. Наша продукция проходит испытания в экстремальных условиях эксплуатации при температуре от -40°C до 120°C и имеет срок службы более 5 лет, что значительно снижает общие затраты клиентов.
Отправить запрос
Описание продукта
Китай ID 3 дюйма OD 8 дюймов Двухслойная катушка из ABS от завода Hongkai Plastic, процесс производства сердечников катушек из ABS отличается от процесса производства трубок из ABS. Это не полностью достигается за счет прямого формования или однократного процесса литья под давлением, а скорее сочетает в себе экструзионное формование с технологией формования: во-первых, обработка сырья включает сушку АБС-пластика в печи при температуре 70-80°C в течение 4 часов, при строгом контроле содержания влаги до ≤0,1%, чтобы предотвратить образование пузырей или деградацию материала во время обработки; Далее происходит пластификация и экструзия с помощью одношнекового экструдера, нагревающего АБС до расплавленного состояния. Температуру контролируют следующим образом: 150-165°С в секции подачи, 165-180°С в секции пластификации, 170-180°С в секции гомогенизации. При этом соотношение длины шнека к диаметру поддерживается на уровне 12-18:1, а степень сжатия 3-4:1 для достижения равномерной пластификации и формирования непрерывной трубной заготовки. Затем заготовке придают форму с использованием специально разработанной формы, поддерживаемой при температуре 175-190°C. Его окончательная форма передается непосредственно через внутреннюю треугольную и внешнюю восьмиугольную структуру канавок. После прохождения формовочной формы заготовка трубы попадает в резервуар для воды длиной 25 см для охлаждения и отверждения. температура воды контролируется на уровне 20-30°C для затвердевания конструкции и минимизации деформации. Охлажденные трубы затем тянутся тяговым станком к отрезному станку, где они автоматически обрезаются до заданных размеров для окончательного производства. Этот процесс дает значительные преимущества: благодаря структурной точности формование пресс-форм создает сложные внутренние треугольные и внешние восьмиугольные структуры за один этап, исключая последующие ошибки обработки. Допуски на размеры строго контролируются в пределах ±0,1 мм, что делает его особенно подходящим для высокоточных применений, таких как катушки сепаратора литиевых батарей, обеспечивая плоскостность и стабильность намотки. С точки зрения эффективности производства и стоимости, экструзия обеспечивает непрерывное производство с помощью одной линии, достигающей ежедневной производительности 500-1000 метров, что делает ее очень подходящей для крупномасштабных заказов. После амортизации затрат на пресс-формы затраты на единицу продукции снижаются на 40–60 % по сравнению с обработкой металла, что обеспечивает выдающуюся экономическую эффективность. Что касается адаптируемости материала, АБС-пластик обладает превосходной химической стойкостью, блеском поверхности и текучестью при обработке, что делает его идеальным материалом для изготовления стержневых трубок. Прочность можно еще больше повысить за счет таких модификаций, как армирование стекловолокном, чтобы удовлетворить разнообразные требования к несущей способности.
Основные структурные параметры двухслойной катушки из АБС-пластика с внутренним диаметром 3 дюйма и внешним диаметром 8 дюймов тщательно разработаны в соответствии с высокими промышленными требованиями: диаметр внутренней трубки в три дюйма служит размером сердечника для внутренней опорной конструкции основного цилиндра, напрямую влияя на использование внутреннего пространства. Например, в процессах намотки сепаратора литиевой батареи этот внутренний диаметр должен точно соответствовать системе контроля натяжения обмотки сепаратора, чтобы обеспечить плоскостность обмотки. Внутренний диаметр внешней трубки диаметром 8 дюймов определяет общую несущую способность сердечника. В сочетании с толщиной стенок 6 мм такая конструкция оптимизирует использование материала, обеспечивая при этом структурную целостность. Этот продукт демонстрирует исключительную термическую стойкость, выдерживает испытания в экстремальных условиях окружающей среды от -40°C до 120°C, что делает его особенно подходящим для процессов высокотемпературного отверждения при производстве литиевых батарей. Использование рецептуры с низкой усадкой значительно повышает стабильность размеров, продлевая срок службы более чем на пять лет и эффективно снижая затраты на замену оборудования клиента. Что касается экологических показателей, вал с сердечником из ABS прошел авторитетные испытания SGS, полностью отвечая строгим требованиям к вторичной переработке материалов в новой энергетической отрасли. Качество поверхности соответствует ведущим отраслевым стандартам, а шероховатость поверхности сердцевины Ra контролируется на уровне ≤0,8 мкм. Для применений премиум-класса, требующих ≤0,5 мкм, эта прецизионная обработка существенно снижает сопротивление трения во время намотки сепаратора, сводит к минимуму образование статического электричества и предотвращает загрязнение сепаратора или появление царапин на поверхности. Таким образом, производительность аккумуляторов увеличивается более чем на 5%. Такое качество поверхности достигается за счет вакуумно-калиброванного экструзионного оборудования и 12 строгих процессов контроля качества, поддерживаемых полным цифровым отслеживанием процесса. Примечательно, что точность обработки сердечниковой трубки напрямую влияет на производительность батареи: ее размерная точность обеспечивает постоянство внутреннего сопротивления батареи в диапазоне колебаний 15–20%. Кроме того, после 1000 циклов зарядки-разрядки он увеличивает сохранение емкости батареи на 5–8%, обеспечивая критически важную гарантию долгосрочной надежности силовых батарей.


Горячие Теги: Внутренний диаметр 3 дюйма, внешний диаметр 8 дюймов, двухслойная катушка из АБС-пластика, завод
Связанная категория
Пластиковый сердечник
Катушки с сердечником из АБС-пластика
Пластиковые заглушки
Прозрачная трубка
Нейлоновая трубка
Отправить запрос
Пожалуйста, не стесняйтесь дать свой запрос в форме ниже. Мы ответим вам в течение 24 часов.



